更新時間:2025-06-18
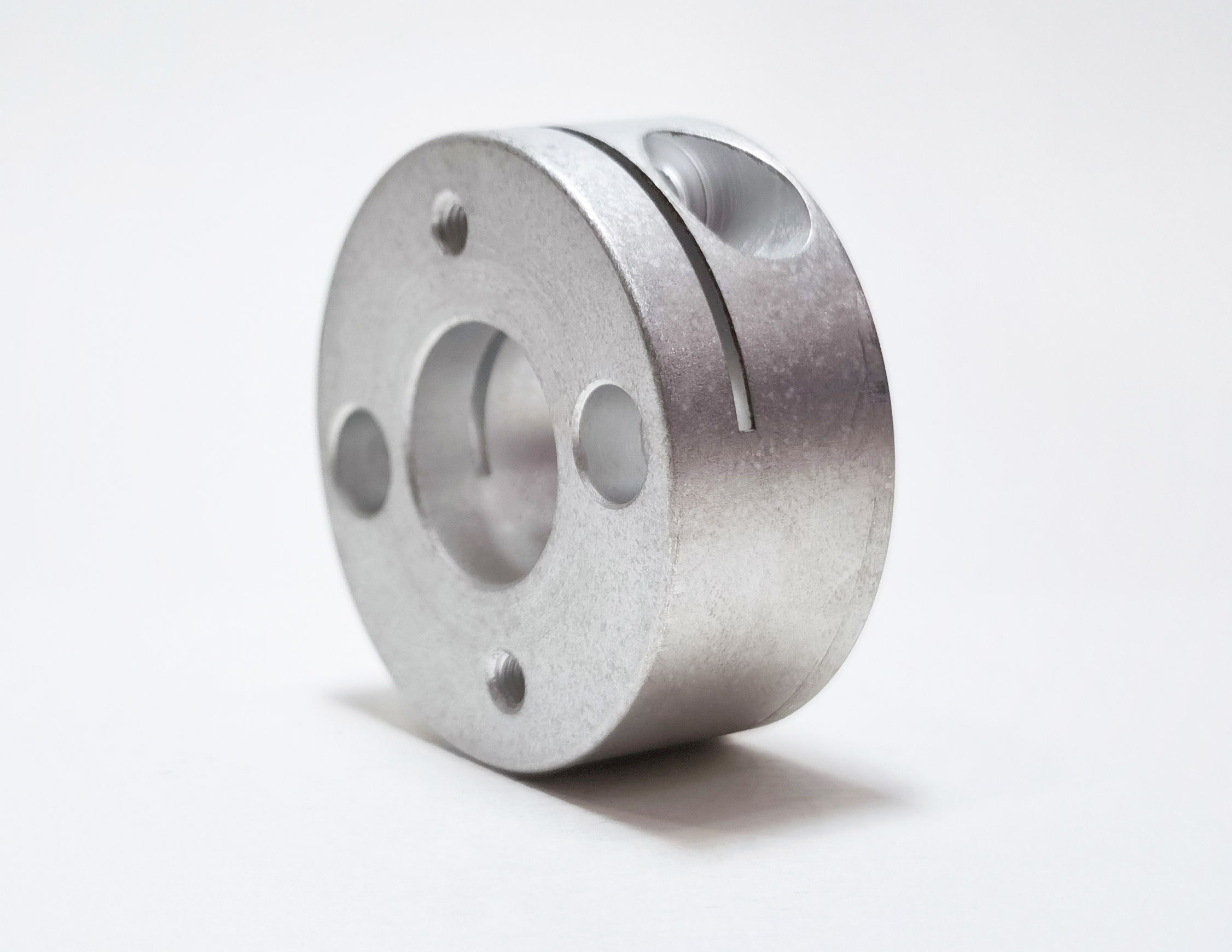
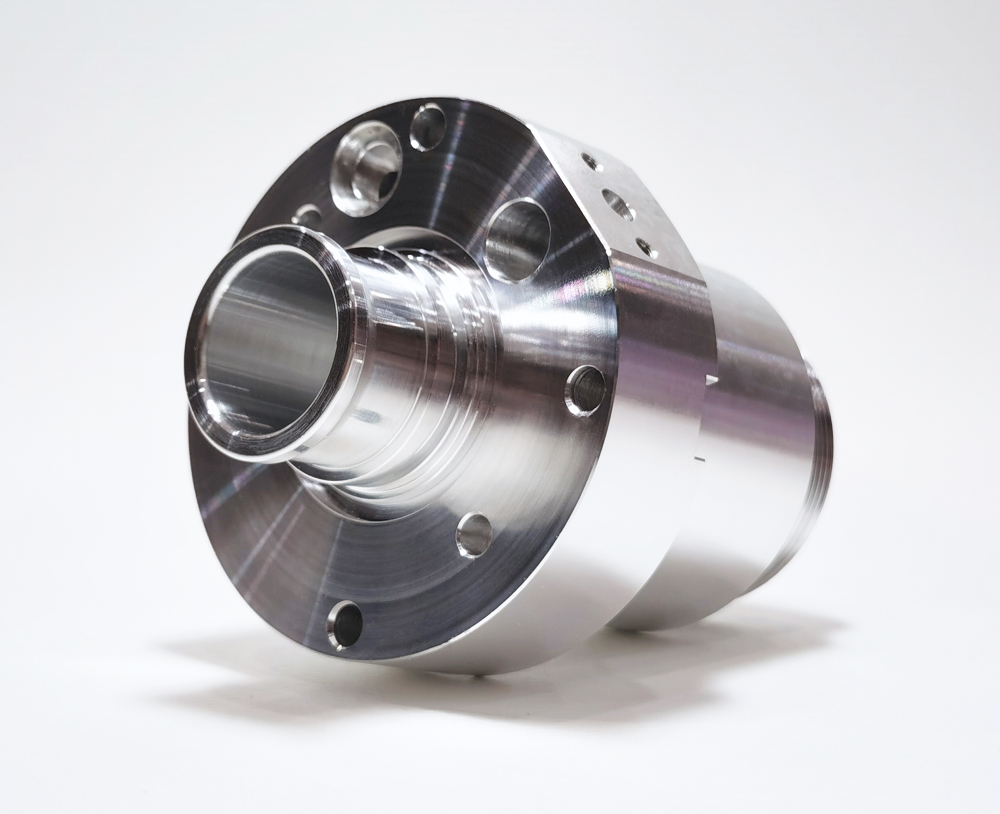
鋁合金型材憑借其輕質高強的特性在工業領域備受青睞,但其相對較軟的表面在CNC加工過程中極易遭受劃痕、壓痕甚至變形,直接影響產品外觀與后續處理。為有效減少這類表面損傷,一套精細化的加工方案至關重要:
裝夾防護為先:
軟性加持: 使用尼龍、聚氨酯等非金屬軟鉗口或專用防護套,避免金屬夾具直接接觸型材表面留下壓痕。對于復雜或薄壁件,優先考慮真空吸盤等面接觸夾具。
精準定位: 確保工件穩固裝夾,防止加工中的振動或位移引發劃擦損傷。
刀具選擇與維護:
鋒利至上: 選用刃口鋒利、前角較大的專用鋁合金刀具(如3刃及以上硬質合金銑刀),大幅降低切削阻力,減少積屑瘤產生導致的劃傷。
涂層加持: 優先考慮非粘性涂層(如金剛石涂層),減少鋁屑粘附。
定期檢查: 嚴格監控刀具磨損并及時更換,鈍刀是表面質量下降的元兇。
切削參數優化:
高速輕切: 采用較高的主軸轉速(通常>3000 RPM)配合適中的進給速度,實現“快刀斬亂麻”,避免低速擠壓造成的材料撕裂或毛刺。
分層切削: 對于深槽或大余量,采用小切深、多路徑分層加工,降低單次切削負荷和熱量積聚。
冷卻與排屑管理:
足量冷卻: 使用充足、濃度合適的專用水溶性冷卻液(切削液),有效降溫、潤滑并抑制積屑瘤形成。
高效排屑: 優化刀路設計(如螺旋銑削),配合高壓冷卻液或壓縮空氣,確保鋁屑被快速、徹底地從加工區域排出,防止二次劃傷已加工表面。
通過系統性地實施這些關鍵方案——從精細裝夾防護、優選鋒利刀具、優化切削參數到強化冷卻排屑——制造者能顯著提升鋁合金型材CNC加工的表面完整性。這不僅保障了產品美觀度與功能性,更降低了后續處理成本,為鋁合金構件的高品質制造奠定了堅實基礎,有效提升了產品在市場競爭中的價值與競爭力。
2025-03-13
2025-04-28
2024-12-17
2024-05-20












 返回列表
返回列表
